
|
СМАЗКИ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ И ГЛУБОКОЙ ВЫТЯЖКИ |
 |
|
НОМЕНКЛАТУРА СМАЗОК ДЛЯ ОБРАБОТКИ МЕТАЛЛА ДАВЛЕНИЕМ
| Смазочная жидкость | Применение | Материал |
| КМ 30 109 | Холодная штамповка, глубокая вытяжка, вырубка, формовка, гибка, пробивка |
Легированные стали, оцинкованные стали, нержавеющие стали |
| КМ 20 323 | Холодная штамповка, глубокая вытяжка, вырубка, формовка, гибка, пробивка |
Легированные стали, оцинкованные стали, нержавеющие стали, цветные металлы, алюминий, титан |
| КМ 10 323 | Вырубка, формовка, гибка, пробивка |
Нержавеющие стали, оцинкованные стали, цветные металлы, алюминий |
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
| Внешний вид | Жидкость жёлтого цвета |
| Температура кипения | Приблизительно 100°С |
| Плотность при 20°С | 1,014 - 1,12 кг/л |
| Вязкость кинематическая при 40°С | 1,4 - 3 сСт |
| Температура воспламенения | Не существует |
| Температура замерзания | Приблизительно 0°С |
| Водородный показатель | рН 8 - 9 (слабощелочная) |
| Растворимость | Полностью растворима в воде |
|
|
СМАЗКИ ДЛЯ ОБРАБОТКИ МЕТАЛЛА ДАВЛЕНИЕМ
Смазки на биополимерной основе разработаны специально для использования в процессах металлообработки. Они имеют уникальный «теплоактивирующийся» компонент - «сверхтемпературные высокопрочные полимеры», который повышает вязкость жидкости с увеличением нагрева и давления при штамповке и обработке металла давлением. Высокотехнологичные продукты обеспечивают прочный вязкий защитный пленочный барьер и таким образом позволяют повышать производительность инструмента, срок его службы и снижать количество брака. 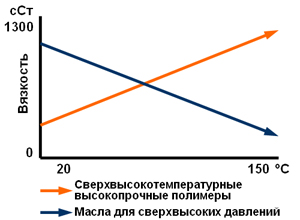
На графике показано различие между биополимерными смазками (оранжевая стрелка) и традиционными маслами для обработки металлов давлением (синяя стрелка). Для сложных процессов обработки металлов давлением при использовании традиционных масел требуется либо очень толстый слой, либо масла с увеличенной вязкостью. Причина этого проста. Из-за повышения температуры при обработке металлов давлением вязкость масла уменьшается, слой смазки истончается, поэтому необходим изначально более толстый слой масла, чтобы в критической точке процесса было достаточно смазки. Когда процесс завершён, вязкость масла возвращается к исходному показателю, и полученная деталь остается покрытой толстым слоем масла, для удаления которого необходимы агрессивные моющие средства.
Для этих смазок не требуется изначально более толстого слоя, потому что при достижении экстремальных температур высокопрочные полимеры уплотняются и образуют на поверхности металла защитную плёнку, уменьшающую трение при деформации металла. Высокопрочные полимеры создают защитный барьер, и штамповка происходит без трещин, задиров или налипаний металла на штамп.
Основными областями применения являются: обработка металла давлением, штамповка, глубокая вытяжка, механическая обработка, прошивка и вырубка, обработка на токарно-давильном станке, накатка резьбы.
Смазки наносятся тонким слоем, поэтому после штамповки на деталях остаётся минимальный остаток смазки, который легко смывается простой водой. Обычные слабощелочные моющие средства также легко справятся с удалением остатков смазки.
Все продукты имеют безмасляную водную основу, они в 10 раз менее токсичны, чем большинство
смазок применяемых для обработки металла давлением. В большинстве случаев не требуется переработки отходов и загрязнений. Снижается объём и стоимость утилизации.
Чистая безмасляная поверхность обеспечивает лучшие условия сварки и сборки. Результаты испытаний продуктов , используемых при сварке вольфрамовыми или плавящимися металлическими электродами в среде инертного газа и способах защиты при сварке доказали, что высокое качество сварки может быть достигнуто без предварительной мойки свариваемых деталей. При этом дым не токсичен. Низкая пористость сварочного шва обеспечивается за счет того, что при быстром горении не возникают органические загрязнители.
КАК РАБОТАЮТ БЕЗМАСЛЯНЫЕ СМАЗКИ ДЛЯ ШТАМПОВКИ
Смазки на базе высокопрочных полимеров, создающие тонкие пленки, заменяют большинство традиционных хлорсодержащих масел и дают прекрасные результаты.
Смазочные материалы имеют низкую вязкость при нанесении, и поэтому хорошо смачивают поверхность. В процессе же обработки - формирования поверхности, температура повышается, и полимеры, находящиеся в смазке, становятся более густыми, вязкими и липкими.
Высокопрочные полимеры фактически являются "самонаводящимися" и прикрепляются к нагретому металлу, создавая прочные барьерные пленки, снижающие трение. Это позволяет формирующему инструменту (штампу) растягивать и формировать металл без задиров или налипаний металла на штамп даже во время самых сложных операций.
Эти жидкости - экологически чистые решения, которые обеспечивают чистое производство благодаря сокращению количества времени, химикатов, воды, энергии и воздействия на окружающую среду.
ИНСТРУКЦИЯ ПО ПРИМЕНЕНИЮ
| Для каких металлов используется |
Из-за колебаний параметров среди сортов металлов необходимо проверять на месте, возможно ли использование с данным
металлом. Информация находится в руководстве по применению смазок. |
| Способ нанесения |
- Нанесение валиком или кисточкой
- Распылительная система (Диаметр отверстий распылителя от 0,5мм до 0,9мм)
- Капельная система подачи |
| Очистка инструмента |
Перед первым использованием необходимо очистить инструмент, резервуар и систему подачи смазки от ранее используемых смазок для того, чтобы исключить «эффект памяти углеводородов» (после использования смазок на масляной основе). Используйте средства на водной основе, такие как КМ 90 819,
или обезжиривающие моющие средства. |
| Очистка заготовок |
Нет необходимости очищать металл от масла. |
| Последующая обработка |
В большинстве случаев поверхность деталей остаётся сухой и практически чистой, поэтому перед последующей обработкой (покраской, лакировкой, нанесением покрытий, сваркой, механической обработкой) не требуется мойка деталей. При необходимости остатки смазки легко смываются тёплой водой. Не требуется никаких специальных моющих средств. |
| Транспортировка и хранение |
Контейнер должен храниться плотно закрытым, в помещении при комнатной температуре, ок. 20°C. |
Примечание для пользователя
Указанные данные испытаний и результаты основаны на испытаниях в лаборатории при регулируемых условиях и не обязательно показывают результат, который будет достигнут в рабочих условиях производства. Покупатель несёт ответственность за испытания и рабочие характеристики продукта в условиях производства.
|
|
ПРИМЕРЫ ПРИМЕНЕНИЯ СМАЗОК ДЛЯ ШТАМПОВКИ И ГЛУБОКОЙ ВЫТЯЖКИ
|
 | Для того, чтобы купить безмасляные смазки для штамповки, глубокой вытяжки и гибки труб достаточно просто позвонить нам.
Контакты: тел.: 8 812 493-40-79 Доб.103 , моб.: +7 921 753 05 02, e-mail: verevitin@kemetcom.ru |
|
|
























